The steps it took to make Foothills Steel Foundry the industry leaders
It started in 1913 when FL Irving started Riverside Iron Works to supply a Canadian Pacific railway contract. Riverside developed into a Calgary steel foundry and machine shop. In 1930 the depression had hit, things were getting tough the world over, and FL Irving sold his business to Dominion Bridge. By 1947 they had shut down the casting side of the business where a young F.L Irving had trained and worked for many long years.

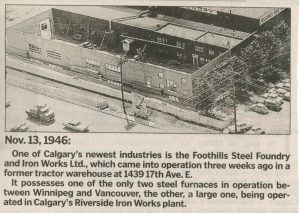
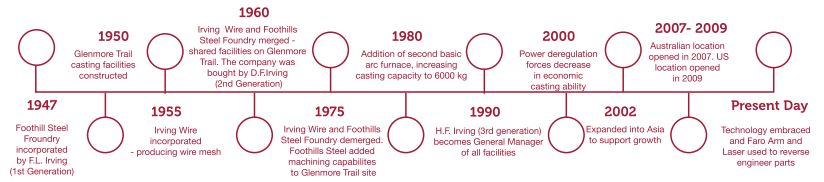
With a bounty of skills and a solid business mind Mr. F.L Irving and son John took a huge step forward and started Foothills Steel Foundry as an incorporated company in Alberta, Canada in 1947. Little did he know that this would shape the lives of 4 generations to come.
It’s no small feat to set up a foundry operation, and like any business you start small and you add capacity and capability along the way. Foothills Steel Foundry has grown, expanded, contracted and multiplied over the years. Their growth is testament to their product’s ability to meet market demand and their ability to consistently maintain their offer without waiver or compromise on quality or technique. Today Foothills manufacture some of the best wear parts available anywhere in the world.

1952 saw the first big move for Foothills to a larger and more functional location in Glenmore Trail, Calgary. Their staff moved with the company and as the years rolled by, technology rolled in. By 1955 Irving Wire had been merged with Foothills Steel and by 1960 D.F Irving (2nd Generation) had bought the company from his father, FL Irving and brother John Irving.
By the mid 1970’s Irving Wire & Foothills de-merged and that is when Foothills started to increase capacity and specialise their offer.
Foothills had started to specialise in Hadfield manganese wear parts years before, but with the addition of a new arc furnace they had the ability to increase production substantially. This machine increased casting capacity to 6000kg in size and a staggering 200 tonnes of castings produced per month.
Manufacturing Hadfield manganese wear parts is still their number one specialty today. Having the expertise and capability to design wear parts to exactly match the job the part needs to do is Foothills greatest strength. With a full design and metallurgy team on staff, the Foothills team have always been able to engineer solutions to problems.
“I’ve always marveled at the older guys who can work out a solution in their heads, they take their time, go away and have a think about it and come back with an innovative answer to the problem. Today technology helps us along the way. With tools like Solidworks, we can visualize the solution faster, but it’ll never cease to amaze me what the human mind can do when it’s given the chance to think” said Harry Irving – General Manager and Grandson of founder F.L Irving.
Harry moved into the General Manager position in 1990, and at the tender age of 67 he is still excited by the industry and the changes that come with technology.
These days Foothills still manufacture as much as they ever have because of their ability to shift with the ebbs and flows of the economy. There have been many changes over the years but none like the deregulation of Power in Alberta, which forced the decrease in economical casting and so in 2002 Foothills partnered with a Chinese foundry facility to produce the raw castings. This partnership had Foothills engineering staff operating out China, sharing skills, manufacturing procedures and Quality Control processes. The partnership opened up the Asia Pacific trade and five years down the track trade was so good in this area that Foothills decided to open up an
Australian office and warehouse. A few years later in 2009, a US sales office opened up in South Carolina.
Foothills enjoyed the expansion of technology like the Faro Arm and Laser Scanners combined with the traditional, tried and tested foundry methods. By operating foundry and machine/heat treatment shops from both Canada and China they have the reach of the big guys but the attention to detail and care of the more boutique foundries. But it’s the bounty of experience and skills that make Foothills stand out above the others.
It’s been a journey of discovery for Foothills with mergers; de-mergers and capability growth that have taken a small time Foundry along the
path to become a world class leader in wear parts.
The Foothills brand is synonymous with quality. In the 68 years of trade not only have they found the absolute best formula for every type of wear part, but they have a team of educated, experienced and loyal team members that have been with the company for many years.
Looking to the future Harry Irving has his eyes set on the prize as he and his team work tirelessly on various R & D projects. “improving products, improving results and supplying superior products is always forefront of our minds at Foothills, it is what has made up get out of bed for 68 years and it’s what will spur us on for another 68”.
A truly global company, Foothills Steel Foundry is the leading manufacturer of high quality manganese wear parts, worldwide.






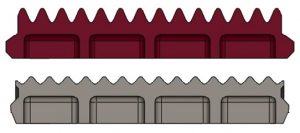
 Being the manufacturer, Foothills has a unique opportunity to work with crushing outfits to tailor wear parts requirements to machines and crushing environments and offer their own ‘triple crown’ design on most jaws. The triple crown tooth has three distinct crushing faces, providing improved performance throughout the life of the jaw. Foothills also offers a filled-in end on most jaws allowing more wear to occur before replacement; extending jaw life significantly – especially in recycling or other high-abrasion environments – and provides all jaws in standard and high-range manganese.
Being the manufacturer, Foothills has a unique opportunity to work with crushing outfits to tailor wear parts requirements to machines and crushing environments and offer their own ‘triple crown’ design on most jaws. The triple crown tooth has three distinct crushing faces, providing improved performance throughout the life of the jaw. Foothills also offers a filled-in end on most jaws allowing more wear to occur before replacement; extending jaw life significantly – especially in recycling or other high-abrasion environments – and provides all jaws in standard and high-range manganese.